Could you imagine being able to operate your factory from another country 10 years ago?
The thought would have surely felt absurd at that moment.
But given the current impact of technology in factories, I’d say the process has never been smarter, more efficient, or more intelligent.
What is a smart factory?
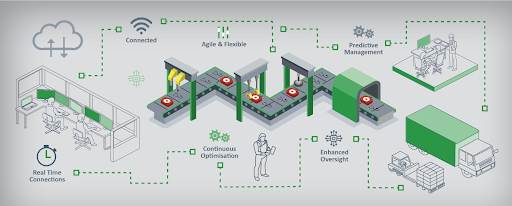
In layman's terms, the Smart factory industry is a highly digitized environment where machinery and equipment can process through automation and self-optimization.

A smart factory focuses not only on the physical production of goods but also on functions like planning, product development, and supply chain logistics.
Technologies like the Industrial Internet of Things (IIOT), big data, and AI are the driving forces of such factories.
The end goal of a smart factory is minimal or no human intervention.
Benefits of Smart Factories
By optimizing efficiency and productivity, smart factories are extending the capabilities of both people and manufacturing machines. And here’s how:
- Easier to maintain product quality
Smart factories are equipped with AI technologies such as cameras with algorithms that help to detect any defects and also find any root cause of the problems.
- Efficiency of cloud software
The network of sensors collects data about the production processes, equipment, and environment. And this data is examined by cloud software, allowing manufacturers to take effective measures.
- Less human errors
Since smart factories are machine-operated, the probability of human errors in operations is reduced to a great extent.
- Agile
Allowing manufacturers to quickly adapt to changes in client needs, product quality requirements, data analytics, or even budgets - smart factories proved themselves to be agile.
- Assured safety of workers
Not all factory tasks are safe. Some can be hazardous to a worker’s safety.
Since the smart factories are automated, robots or machines can take charge of completing dangerous operations.
- IIoT improves shop operations visibility
Using conventional methods, it becomes impossible for managers to keep a check on all floor operations at all times.
This problem is solved by IIoT.
IIoT provides better visibility of all the floor operations with continuous real-time updates on all the production operations and their status.
Levels of Smart Factories
There are 4 levels to a smart factory technology and our list will help you evaluate where you stand on the progress graph and what steps you need to take to jump to the next level.
Level One
Your factory is most likely to be on this level. Data is available but not easily accessible. Sorting and analyzing data manually can be highly time-consuming and cause more inefficiencies in the whole process.
This manual approach is not only time-consuming but also drains resources and is costly. Factories at this level should quickly jump to the next or risk wasting millions.
Level Two
At this level, data is available in the more accessible version and the problem-solving becomes smoother. Whenever an issue occurs, operators can easily access all the data from a query engine.
This also allows manufacturers to focus on high-value issues rather than being stuck on the data sorting.
For anyone willing to move from level one to level two, they must implant new architectures that make their system more advanced and efficient.
Level Three
This level shifts manufacturing from just problem-solving to analysis and improvements. Operators can be truly preventive and proactive when it comes to problem-solving, which would not have been possible at the previous level.
An example of level three would include machine learning models that can predict product effects and identify ways to produce those products more efficiently.
To shift from level two to level three, you need to improve your architecture by adding artificial intelligence and machine learning capabilities.
Level Four
At this level, the machines act like humans!
They will identify any optimization, and generate and send new recommended settings to the machine which are further automatically executed (with no human intervention).
To achieve all four levels, you require data sets that are enormous to find or provide the information needed for the systems.
Technologies involved in Smart Factories
Here is the list of the most important technologies used-
- IIoT
The industrial internet of things (IIoT) refers to interconnected devices which enable the use and exchange of information between people and machines.
Industrial IoT enables control, operational efficiency, and visibility into the whole process.
This technology has sensors that collect meaningful information for tracking and identifying the ways to improve manufacturing processes.
This technology allows factories to process, store and share data with more flexibility and at a lower cost than conventional alternatives.
All the interconnected devices and machines on the shop floor can quickly upload large amounts of information that can be processed to provide suggestions and make decisions quickly.
- Big data
This technology is helpful for continuous collecting, analyzing, and storing large amounts of product-related information.
This instrument provides insight to focus on which systems are underperforming and can spot errors immediately. The timing and presentation of big data analytics enable the floor to work optimally.
- Sensors
Sensors attached to machines and devices provide instant visibility into all the layers of the shopfloor.
For instance, temperature sensors can detect the climate in a lab and share the received information through an IoT gateway. This data is further self-corrected with artificial intelligence.
Impact of this revolution on Jobs
Owing to the emerging smart factories, people have started to take on more complex roles whereas automated machines and devices conquer the tasks that are mundane, repetitive, or dangerous. This has also helped solve the issue of labor shortage in the factories.
The other most eye-opening aspect of the technology revolution in factories is that they have started investing in talent development, hence leading to more skilled workers. A smart factory is a direct way to excel in this competitive marketplace.
Building smart factories benefit manufacturers by creating operations safer, more efficient, and more reliable. In this competitive era, companies need to adopt digital technologies faster to meet the rising expectations of customers and to also decrease delivery time.
Leading from the front is the only way to survive!


Leave a Comment